

1.Введение
Облегчение автомобильной промышленности началось в развитых странах и изначально возглавлялось традиционными автомобильными гигантами. Благодаря постоянному развитию, этот процесс набрал значительные обороты. С момента первого использования алюминиевого сплава в Индии для производства автомобильных коленчатых валов и до первого массового производства полностью алюминиевых автомобилей Audi в 1999 году, алюминиевые сплавы демонстрировали устойчивый рост в автомобильной промышленности благодаря своим преимуществам, таким как низкая плотность, высокая удельная прочность и жесткость, хорошая эластичность и ударопрочность, высокая пригодность к вторичной переработке и высокая скорость регенерации. К 2015 году доля применения алюминиевых сплавов в автомобилестроении уже превысила 35%.
Облегчение автомобильной промышленности в Китае началось менее 10 лет назад, и как технологии, так и уровень применения отстают от развитых стран, таких как Германия, США и Япония. Однако с развитием автомобилей на новых источниках энергии, облегчение материалов стремительно развивается. Благодаря росту популярности автомобилей на новых источниках энергии, китайские технологии облегчения автомобильной промышленности демонстрируют тенденцию к достижению уровня развитых стран.
Рынок лёгких материалов в Китае обширен. С одной стороны, по сравнению с развитыми странами, технологии облегчения конструкции автомобилей в Китае появились позже, а общая масса снаряжённых автомобилей выше. Учитывая показатель доли лёгких материалов в зарубежных странах, в Китае ещё есть большой потенциал для развития. С другой стороны, быстрое развитие китайской индустрии автомобилей на новых источниках энергии, обусловленное проводимой политикой, будет способствовать росту спроса на лёгкие материалы и стимулировать автомобильные компании к переходу на облегчённые конструкции.
Повышение стандартов выбросов и расхода топлива стимулирует ускорение процесса снижения веса автомобилей. В 2020 году Китай полностью внедрил стандарты выбросов China VI. Согласно «Методике оценки и показателям расхода топлива легковых автомобилей» и «Дорожной карте энергосбережения и технологий транспортных средств на новых источниках энергии», стандарт расхода топлива составляет 5,0 л/км. Учитывая ограниченные возможности для существенного прорыва в технологиях двигателей и снижении выбросов, принятие мер по снижению веса автомобильных компонентов может эффективно снизить выбросы и расход топлива. Снижение веса автомобилей на новых источниках энергии стало важнейшим направлением развития отрасли.
В 2016 году Китайское общество автомобильной инженерии опубликовало «Дорожную карту энергосбережения и технологий транспортных средств на новых источниках энергии», в которой были запланированы такие факторы, как потребление энергии, запас хода и производственные материалы для транспортных средств на новых источниках энергии на период с 2020 по 2030 год. Снижение веса станет ключевым направлением для будущего развития транспортных средств на новых источниках энергии. Снижение веса может увеличить запас хода и решить проблему «страха за запас хода» в транспортных средствах на новых источниках энергии. С ростом спроса на увеличенный запас хода, снижение веса автомобилей становится актуальным, и продажи транспортных средств на новых источниках энергии значительно выросли в последние годы. Согласно требованиям системы оценки и «Средне- и долгосрочному плану развития автомобильной промышленности», предполагается, что к 2025 году продажи транспортных средств на новых источниках энергии в Китае превысят 6 миллионов единиц, а совокупный годовой темп роста превысит 38%.
2. Характеристики и применение алюминиевых сплавов
2.1 Характеристики алюминиевого сплава
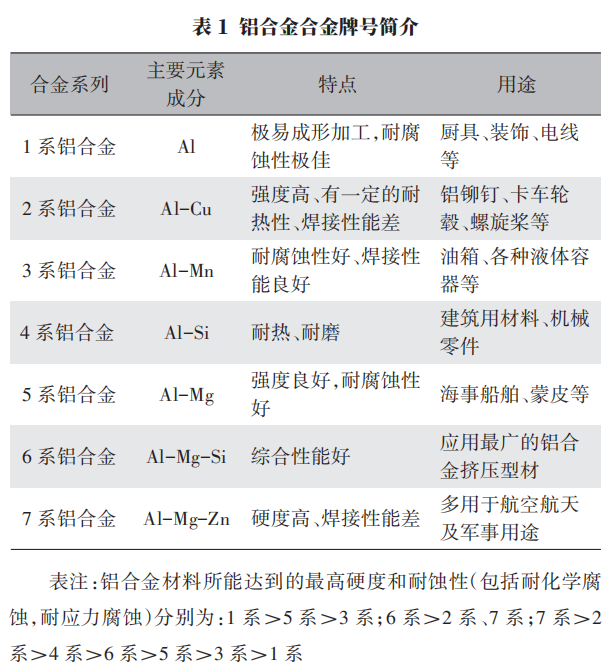
Плотность алюминия составляет одну треть плотности стали, что делает его легче. Он обладает более высокой удельной прочностью, хорошей способностью к экструзии, высокой коррозионной стойкостью и высокой пригодностью к вторичной переработке. Алюминиевые сплавы характеризуются тем, что состоят в основном из магния, демонстрируя хорошую жаропрочность, хорошую свариваемость, хорошую усталостную прочность, не поддаются упрочнению термической обработкой и способны увеличивать прочность при холодной обработке давлением. Серия 6 характеризуется тем, что состоит в основном из магния и кремния, причем основной упрочняющей фазой является Mg2Si. Наиболее широко используемые сплавы этой категории – это сплавы 6063, 6061 и 6005A. Алюминиевая пластина 5052 – это алюминиевая пластина серии AL-Mg, основным легирующим элементом которой является магний. Это наиболее широко используемый антикоррозионный алюминиевый сплав. Этот сплав обладает высокой прочностью, высокой усталостной прочностью, хорошей пластичностью и коррозионной стойкостью, не упрочняется термической обработкой, имеет хорошую пластичность при полухолодном упрочнении, низкую пластичность при холодном упрочнении, хорошую коррозионную стойкость и хорошие свариваемые свойства. Он в основном используется для изготовления таких деталей, как боковые панели, крышки крыши и дверные панели. Алюминиевый сплав 6063 – это термообрабатываемый упрочняющий сплав серии AL-Mg-Si, основными легирующими элементами которого являются магний и кремний. Это термообрабатываемый упрочняющий алюминиевый профиль средней прочности, в основном используемый в качестве несущих элементов, таких как колонны и боковые панели. Вводная информация о марках алюминиевых сплавов представлена в таблице 1.
2.2 Экструзия — важный метод формования алюминиевого сплава
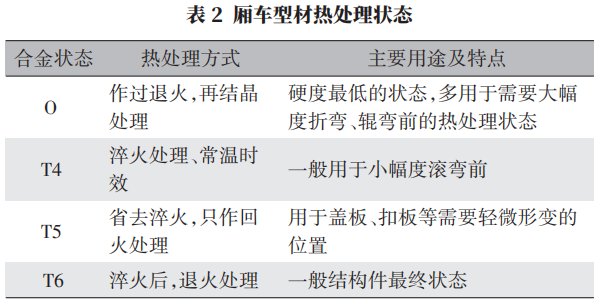
Прессование алюминиевых сплавов является методом горячей штамповки, и весь производственный процесс включает формование алюминиевого сплава под трехсторонним сжимающим напряжением. Весь производственный процесс можно описать следующим образом: а. Алюминий и другие сплавы расплавляются и отливаются в требуемые заготовки из алюминиевого сплава; б. Предварительно нагретые заготовки помещаются в экструзионное оборудование для прессования. Под действием главного цилиндра заготовка из алюминиевого сплава формуется в требуемые профили через полость пресс-формы; в. Для улучшения механических свойств алюминиевых профилей во время или после прессования проводится обработка на твердый раствор, за которой следует обработка старением. Механические свойства после обработки старением различаются в зависимости от различных материалов и режимов старения. Состояние термической обработки профилей коробчатого типа для тележек показано в таблице 2.
Изделия из экструдированного алюминиевого сплава имеют ряд преимуществ по сравнению с другими методами формования:
а. При прессовании выдавливаемый металл получает более сильное и равномерное трёхстороннее сжимающее напряжение в очаге деформации, чем при прокатке и ковке, что позволяет в полной мере реализовать пластичность обрабатываемого металла. Прессование может применяться для обработки труднодеформируемых металлов, не поддающихся прокатке и ковке, а также для изготовления различных деталей сложного полого и сплошного сечения.
б) Поскольку геометрия алюминиевых профилей может быть различной, их компоненты обладают высокой жесткостью, что позволяет повысить жесткость кузова транспортного средства, снизить его шумо- и виброустойчивость (NVH) и улучшить динамические характеристики управляемости транспортного средства.
в) Изделия, обработанные методом экструзии, после закалки и старения имеют значительно более высокую продольную прочность (R, Raz), чем изделия, обработанные другими методами.
г. Поверхность изделий после экструзии имеет хороший цвет и хорошую коррозионную стойкость, что исключает необходимость в дополнительной антикоррозионной обработке поверхности.
е. Экструзионная обработка отличается большой гибкостью, низкими затратами на инструмент и пресс-формы, а также низкими затратами на изменение конструкции.
f. Благодаря возможности управления поперечными сечениями алюминиевых профилей можно повысить степень интеграции компонентов, сократить их количество, а также добиться точного позиционирования сварки при различных конструкциях поперечного сечения.
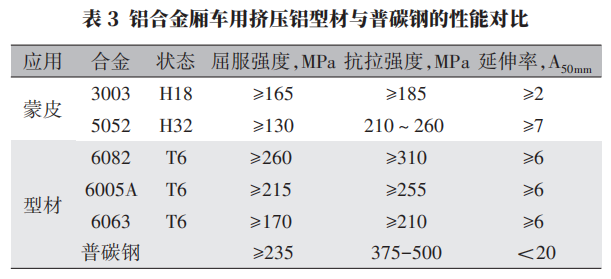
Сравнение характеристик экструдированных алюминиевых профилей для фургонов и профилей из обычной углеродистой стали показано в таблице 3.
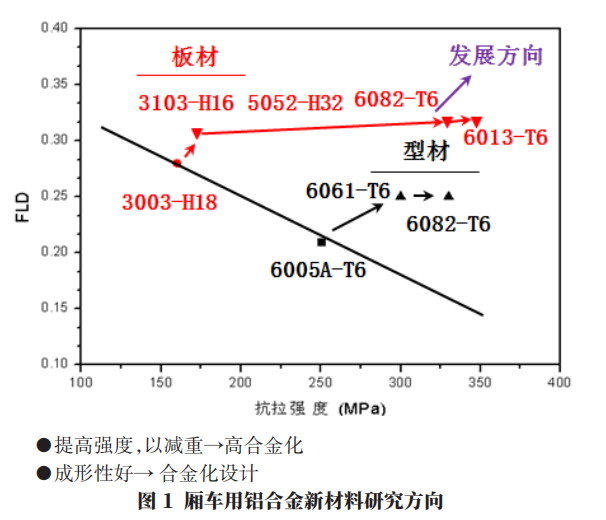
Следующее направление развития профилей из алюминиевых сплавов для фургонов: дальнейшее повышение прочности профилей и улучшение характеристик прессования. Направление исследований новых материалов для профилей из алюминиевых сплавов для фургонов показано на рисунке 1.
3. Конструкция фургона из алюминиевого сплава, анализ прочности и проверка
3.1 Конструкция фургона из алюминиевого сплава
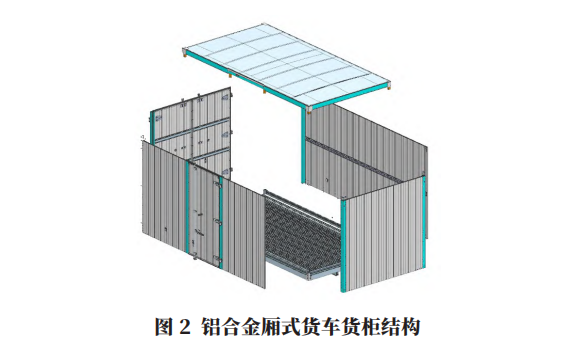
Контейнер фургона состоит из передней панели, левой и правой боковых панелей, задней двери, пола, крыши, а также U-образных болтов, боковых и задних защитных ограждений, брызговиков и других аксессуаров, крепящихся к шасси второго класса. Поперечные балки кузова, стойки, боковые балки и дверные панели изготовлены из экструдированных профилей из алюминиевого сплава, а панели пола и крыши – из плоских листов алюминиевого сплава 5052. Конструкция фургона показана на рисунке 2.
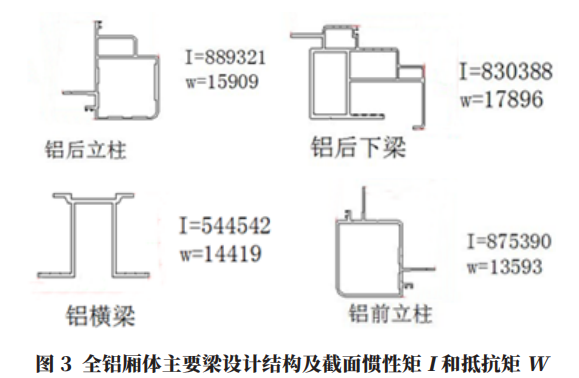
Горячая экструзия алюминиевого сплава серии 6 позволяет формировать полые профили сложного сечения. Конструкция алюминиевых профилей сложного сечения позволяет экономить материал, удовлетворять требованиям прочности и жёсткости изделия, а также требованиям к взаимодействию различных компонентов. Таким образом, конструкция главной балки, моменты инерции сечения I и моменты сопротивления W показаны на рисунке 3.
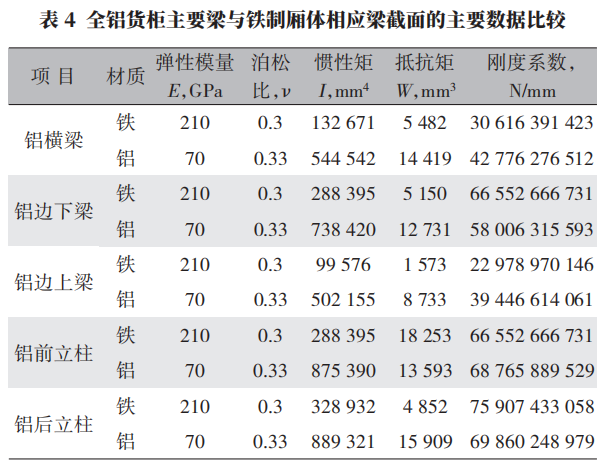
Сравнение основных данных, представленных в таблице 4, показывает, что моменты инерции сечения и моменты сопротивления проектируемого алюминиевого профиля превосходят соответствующие показатели профиля балки из стали. Коэффициенты жесткости примерно соответствуют показателям соответствующего профиля балки из стали и соответствуют требованиям по деформации.
3.2 Расчет максимального напряжения
Рассчитывается максимальное напряжение, исходя из основного несущего элемента – поперечной балки. Номинальная нагрузка составляет 1,5 т. Поперечная балка изготовлена из алюминиевого сплава 6063-Т6 с механическими свойствами, представленными в таблице 5. Для расчёта усилий балка упрощенно представлена в виде консольной конструкции, как показано на рисунке 4.
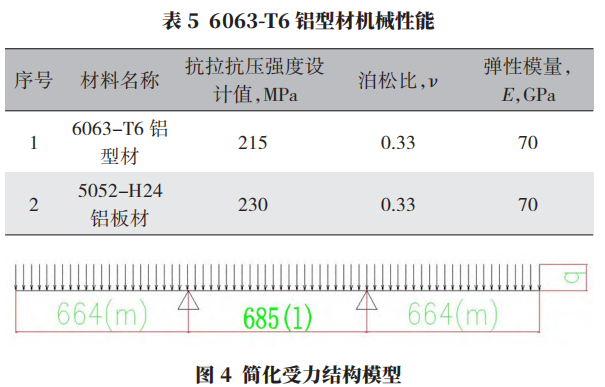
Для балки с пролетом 344 мм сжимающая нагрузка на балку рассчитывается как F=3757 Н на основе 4,5 т, что в три раза превышает стандартную статическую нагрузку. q=F/L
где q — внутреннее напряжение балки под нагрузкой, Н/мм; F — нагрузка, воспринимаемая балкой, рассчитанная исходя из утроенной нормативной статической нагрузки, составляющей 4,5 т; L — длина балки, мм.
Следовательно, внутреннее напряжение q равно:

Формула расчета напряжения выглядит следующим образом:

Максимальный момент равен:

Принимая абсолютное значение момента М=274283 Н·мм, максимальное напряжение σ=M/(1,05×w)=18,78 МПа, а максимальное значение напряжения σ<215 МПа, что соответствует требованиям.
3.3 Характеристики соединения различных компонентов
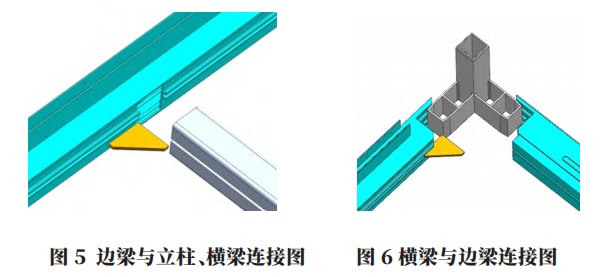
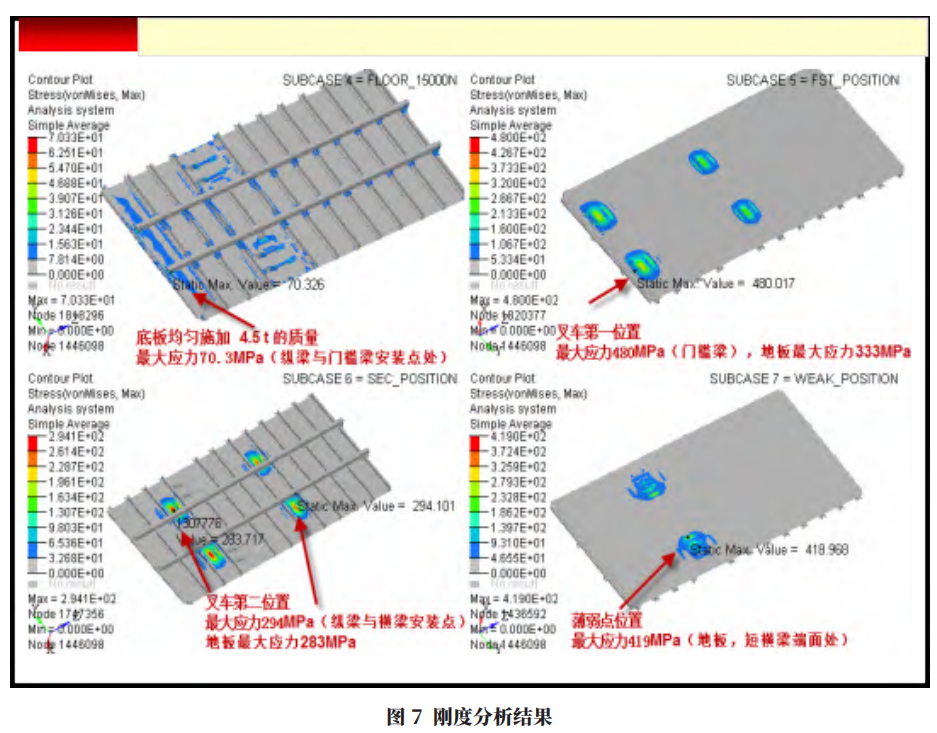
Алюминиевый сплав обладает плохими сварочными свойствами, а его прочность в месте сварки составляет всего 60% от прочности основного материала. Из-за покрытия поверхности алюминиевого сплава слоем Al2O3 температура плавления Al2O3 высокая, в то время как температура плавления алюминия низкая. При сварке алюминиевого сплава для выполнения сварки необходимо быстро разрушить поверхностный слой Al2O3. При этом остатки Al2O3 остаются в растворе алюминиевого сплава, влияя на структуру алюминиевого сплава и снижая прочность в месте сварки алюминиевого сплава. Поэтому при проектировании полностью алюминиевого контейнера эти характеристики полностью учитываются. Сварка является основным методом позиционирования, а основные несущие компоненты соединяются болтами. Такие соединения, как клепка и конструкция «ласточкин хвост», показаны на рисунках 5 и 6.
Основная конструкция цельноалюминиевого кузова-фургона представляет собой конструкцию с горизонтальными балками, вертикальными стойками, боковыми балками и краевыми балками, соединенными друг с другом. Каждая горизонтальная балка и вертикальная стойка соединены четырьмя точками. Эти точки оснащены зубчатыми прокладками, которые входят в зацепление с зубчатым краем горизонтальной балки, эффективно предотвращая скольжение. Восемь угловых точек соединены главным образом стальными сердечниками, закрепленными болтами и самостопорящимися заклепками, и усилены 5-миллиметровыми треугольными алюминиевыми пластинами, приваренными внутри кузова для усиления угловых соединений изнутри. Внешний вид кузова не имеет сварных швов или открытых точек соединения, что обеспечивает его общий вид.
3.4 Технология синхронного инжиниринга SE
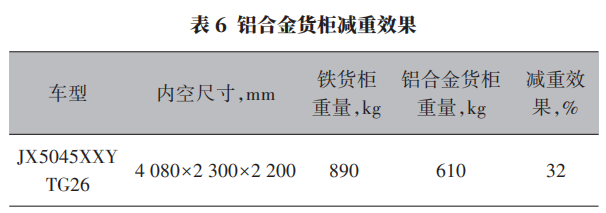
Технология синхронного проектирования SE используется для решения проблем, вызванных значительными накопленными отклонениями размеров стыкуемых компонентов в кузове-фургоне, а также для выявления причин зазоров и нарушений плоскостности. С помощью CAE-анализа (см. рис. 7-8) проводится сравнительный анализ с кузовами-фургонами из чугуна для проверки общей прочности и жёсткости кузова-фургона, выявления слабых мест и принятия мер по оптимизации и улучшению конструкции.
4. Эффект облегчения веса кузова из алюминиевого сплава
Помимо кузова-фургона, алюминиевые сплавы могут использоваться для замены стали в различных компонентах контейнеров-фургонов, таких как брызговики, задние и боковые защитные ограждения, дверные замки, дверные петли и кромки заднего фартука, что позволяет снизить вес грузового отсека на 30–40%. Эффект снижения веса пустого грузового контейнера размером 4080 мм × 2300 мм × 2200 мм показан в таблице 6. Это кардинально решает проблемы избыточного веса, несоответствия нормативным требованиям и нормативных рисков, связанных с традиционными грузовыми отсеками из чугуна.
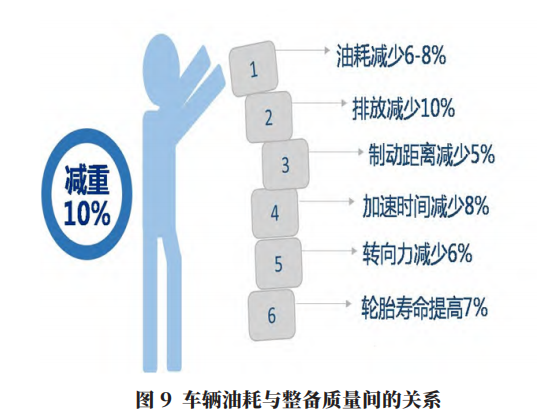
Заменяя традиционную сталь алюминиевыми сплавами для автомобильных компонентов, можно не только добиться превосходного эффекта облегчения, но и способствовать экономии топлива, сокращению выбросов и улучшению эксплуатационных характеристик автомобиля. В настоящее время существуют различные мнения о вкладе облегчения в экономию топлива. Результаты исследований Международного института алюминия представлены на рисунке 9. Каждое 10%-ное снижение веса автомобиля может снизить расход топлива на 6–8%. Согласно отечественной статистике, снижение веса каждого легкового автомобиля на 100 кг может снизить расход топлива на 0,4 л/100 км. Вклад облегчения в экономию топлива основан на результатах, полученных с помощью различных методов исследования, поэтому существуют некоторые различия. Тем не менее, облегчение автомобилей оказывает значительное влияние на снижение расхода топлива.
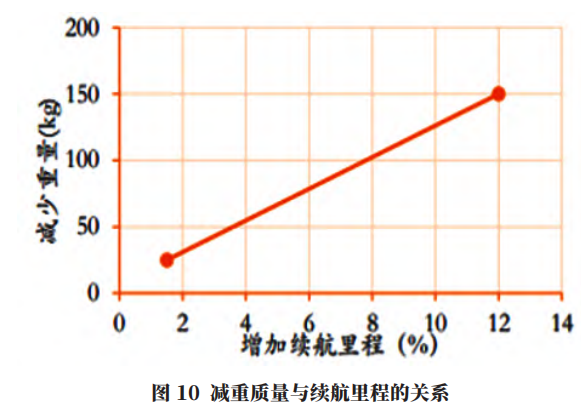
Для электромобилей эффект снижения веса ещё более выражен. В настоящее время удельная плотность энергии аккумуляторных батарей электромобилей значительно отличается от удельной плотности энергии аккумуляторных батарей традиционных автомобилей на жидком топливе. Вес энергосистемы (включая аккумуляторную батарею) электромобилей часто составляет от 20% до 30% от общей массы автомобиля. В то же время, преодоление «узкого места» производительности аккумуляторных батарей является глобальной задачей. До того, как произойдёт серьёзный прорыв в технологии высокопроизводительных аккумуляторных батарей, снижение веса является эффективным способом увеличения запаса хода электромобилей. Снижение веса на каждые 100 кг позволяет увеличить запас хода электромобилей на 6% до 11% (зависимость между снижением веса и запасом хода показана на рисунке 10). В настоящее время запас хода электромобилей не может удовлетворить потребности большинства людей, но определённое снижение веса может значительно увеличить запас хода, снижая беспокойство о запасе хода и улучшая пользовательский опыт.
5.Заключение
Помимо полностью алюминиевой конструкции фургона из алюминиевого сплава, представленной в этой статье, существуют различные типы фургонов, такие как алюминиевые сотовые панели, алюминиевые хомутовые пластины, алюминиевые рамы с алюминиевой обшивкой и гибридные грузовые контейнеры из железа и алюминия. Они обладают такими преимуществами, как малый вес, высокая удельная прочность и хорошая коррозионная стойкость, а также не требуют электрофоретической окраски для защиты от коррозии, что снижает её воздействие на окружающую среду. Фургоны из алюминиевого сплава кардинально решают проблемы избыточного веса, несоответствия нормативным требованиям и нормативных рисков, характерных для традиционных грузовых отсеков из железа.
Экструзия является важным методом обработки алюминиевых сплавов, а алюминиевые профили обладают превосходными механическими свойствами, что обеспечивает относительно высокую жесткость сечения компонентов. Благодаря переменному сечению алюминиевые сплавы могут сочетать в себе функции различных компонентов, что делает их хорошим материалом для облегчения веса автомобилей. Однако широкое применение алюминиевых сплавов сталкивается с такими проблемами, как ограниченные возможности проектирования грузовых отсеков из алюминиевых сплавов, проблемы с формовкой и сваркой, а также высокие затраты на разработку и продвижение новых продуктов. Основная причина по-прежнему заключается в том, что алюминиевые сплавы стоят дороже стали до тех пор, пока не будет разработана экологичная технология переработки алюминиевых сплавов.
В заключение следует отметить, что сфера применения алюминиевых сплавов в автомобилестроении будет расширяться, а их использование будет продолжать расти. В свете современных тенденций энергосбережения, сокращения выбросов и развития индустрии автомобилей на новых источниках энергии, с углублением понимания свойств алюминиевых сплавов и эффективными решениями проблем их применения, алюминиевые прессованные материалы будут находить всё более широкое применение в облегчении автомобилей.
Под редакцией Мэй Цзян из MAT Aluminum
Время публикации: 12 января 2024 г.



