

1. Характеристики прецизионных прессованных материалов из алюминия и алюминиевых сплавов
Этот тип изделий отличается особой формой, тонкой стенкой, малым удельным весом и очень строгими требованиями к допускам. Такие изделия обычно называют прецизионными (или сверхточными) профилями (трубами) из алюминиевых сплавов, а технология их производства — прецизионной (или сверхточной) экструзией.
Основными особенностями прессованных изделий из алюминиевых сплавов особой точности (или сверхточной) являются:
(1) Существует множество разновидностей, выпускаемых небольшими партиями, и большинство из них – это прессованные материалы специального назначения, которые используются практически во всех сферах жизни и во всех аспектах жизни людей, включая все виды прессованной продукции, такие как трубы, прутки, профили и проволока, из различных сплавов и состояний. Из-за малого сечения, тонкой стенки, малого веса и малых партий организовать их производство, как правило, непросто.
(2) Сложные формы и специальные контуры, в основном фасонные, плоские, широкие, крыльчатые, зубчатые, пористые профили или трубы. Площадь поверхности на единицу объема велика, а технология производства сложна.
(3) Широкое применение, особые эксплуатационные и функциональные требования. Для удовлетворения эксплуатационных требований к продукту выбрано множество состояний сплава, охватывающих практически все сплавы серий от 1××× до 8××× и десятки состояний обработки, с высоким техническим содержанием.
(4) Изысканный внешний вид и тонкая толщина стенок, как правило, менее 0,5 мм, некоторые даже достигают около 0,1 мм, вес на метр составляет всего от нескольких граммов до десятков граммов, но длина может достигать нескольких метров или даже сотен метров.
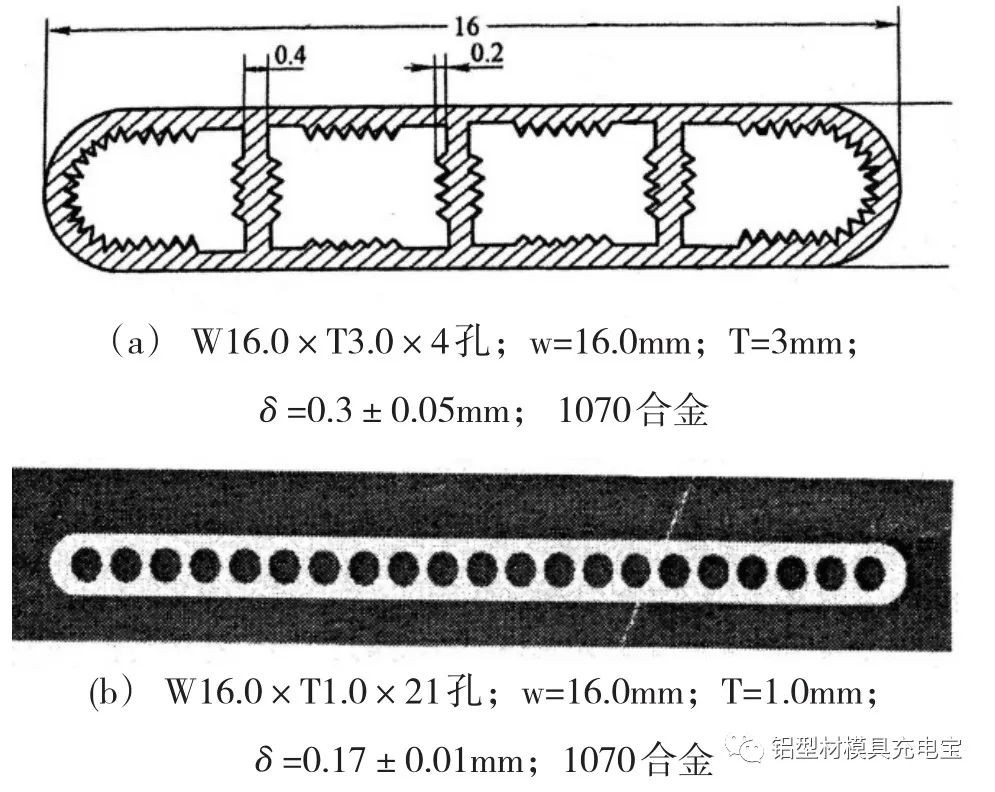
5) Требования к точности размеров и геометрическим допускам сечения очень строгие. Как правило, допуски небольших прецизионных профилей из алюминиевого сплава более чем в два раза строже допусков специальных марок в стандартах JIS, GB и ASTM. Допуск толщины стенки прецизионных профилей из алюминиевого сплава общего назначения должен быть в пределах ±0,04–0,07 мм, в то время как допуск размера сечения сверхточных профилей из алюминиевого сплава может достигать ±0,01 мм. Например, вес прецизионного алюминиевого профиля, используемого для потенциометра, составляет 30 г/м, а диапазон допусков размера сечения составляет ±0,07 мм. Допуск размера поперечного сечения прецизионных алюминиевых профилей для ткацких станков составляет ±0,04 мм, отклонение угла составляет менее 0,5°, а степень гибки составляет 0,83×L. Другим примером является сверхтонкая плоская трубка высокой точности для автомобилей шириной 20 мм, высотой 1,7 мм, толщиной стенки 0,17±0,01 мм и 24 отверстиями, которые представляют собой типичные сверхточные профили из алюминиевого сплава.
(6) Он обладает высокой технической сложностью и очень сложен в производстве, предъявляя особые требования к экструзионному оборудованию, инструментам, заготовкам и производственным процессам. На рисунке 1 представлен пример сечения некоторых прецизионных профилей из алюминиевого сплава малого диаметра.
2. Классификация прецизионных прессованных материалов из алюминиевых сплавов
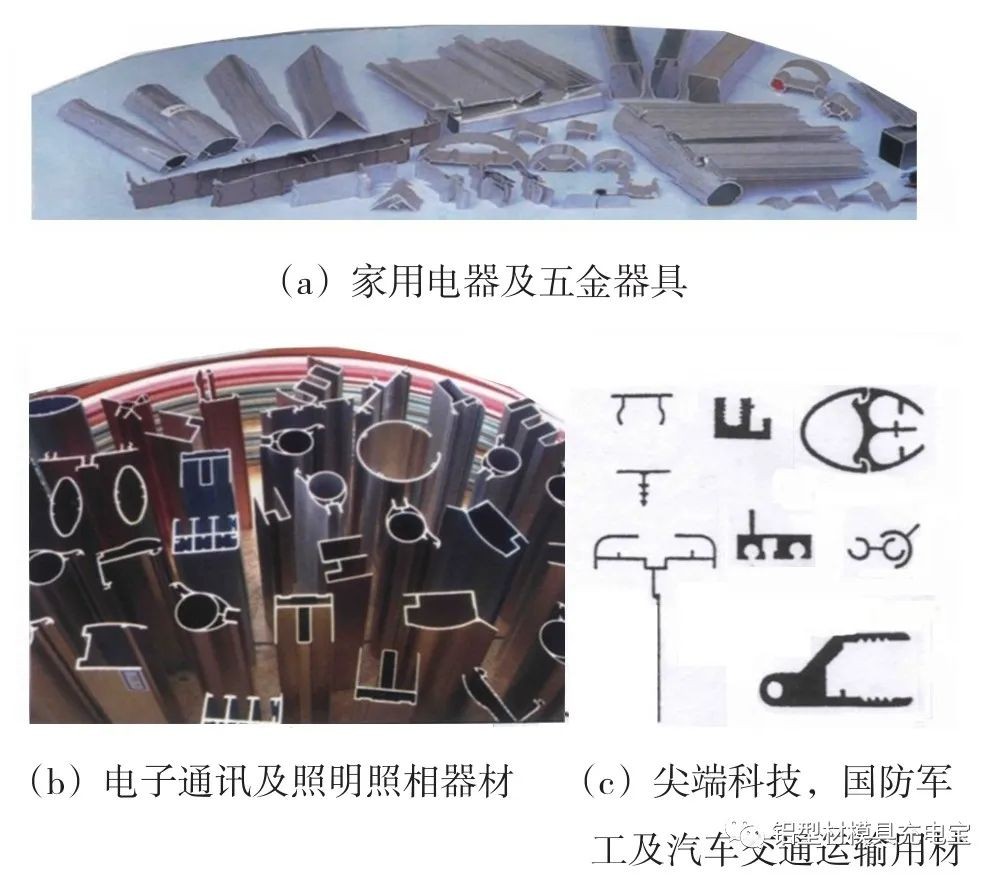
Прецизионные или сверхточные профили из алюминиевого сплава широко используются в электронных приборах, коммуникационном оборудовании и передовой науке, национальной обороне и военной промышленности, точных механических приборах, слаботочном оборудовании, аэрокосмической промышленности, атомной промышленности, энергетике, подводных лодках и кораблях, автомобилях и транспортных средствах, медицинском оборудовании, аппаратных средствах, освещении, фотографии и электронных приборах. В общем, прецизионные или сверхточные профили из алюминиевого сплава можно разделить на две категории в зависимости от их внешних характеристик: первая категория - это профили с малыми размерами. Этот тип профиля также называется сверхмалым профилем или мини-формой. Его общий размер обычно составляет всего несколько миллиметров, минимальная толщина стенки составляет менее 0,5 мм, а удельный вес составляет от нескольких граммов до десятков граммов на метр. Из-за их малого размера к ним обычно требуются жесткие допуски. Например, допуск размеров поперечного сечения составляет менее ±0,05 мм. Кроме того, требования к прямолинейности и кручению прессованных изделий также очень строгие.
Другой тип - это профили, которые не очень малы по размеру поперечного сечения, но требуют очень строгих допусков на размеры, или профили, которые имеют сложную форму поперечного сечения и тонкую толщину стенки, несмотря на большой размер поперечного сечения. На рисунке 2 показана труба специальной формы (промышленный чистый алюминий), экструдированная японской компанией на горизонтальном гидравлическом прессе 16,3 МН со специальной разъемной матрицей для конденсатора автомобильного кондиционера. Сложность экструзионного формования этого типа профиля не меньше, чем предыдущего типа сверхмалого профиля. Экструдированные профили с большим размером сечения и очень строгими требованиями к допускам требуют не только передовой технологии проектирования пресс-форм, но и строгой технологии управления на протяжении всего производственного процесса от заготовки до готового изделия.
С начала 1980-х годов, благодаря практическому применению технологии непрерывной экструзии Conform и развитию промышленных технологий, экструзия малых и сверхмалых профилей получила стремительное развитие. Однако, по ряду причин, таких как ограничения оборудования, требования к качеству продукции и достижения в области экструзионных технологий, производство малых профилей на традиционном экструзионном оборудовании по-прежнему составляет значительную долю. На рисунке 2 показаны прецизионные профили, полученные экструзией с использованием традиционных разъемных фильер. Срок службы пресс-формы (особенно прочность и износостойкость шунтового моста и сердечника пресс-формы) и расход материала во время экструзии становятся основными факторами, влияющими на его производство. Это связано с тем, что при экструзии профиля размер сердечника пресс-формы мал, а его форма сложна, а прочность и износостойкость являются важными факторами, влияющими на срок службы пресс-формы; срок службы пресс-формы напрямую влияет на стоимость производства. С другой стороны, многие прецизионные профили имеют тонкие стенки и сложную форму, а расход материала во время экструзии напрямую влияет на форму и размерную точность профилей.
Чтобы предотвратить попадание оксидной пленки и масла с поверхности заготовки в изделие и обеспечить равномерное и стабильное качество продукции, заготовку, нагретую до заданной температуры, можно предварительно очистить (так называемая горячая очистка), а затем быстро поместить в экструзионную камеру для экструзии. При этом следует содержать экструдированную прокладку в чистоте, чтобы предотвратить попадание масла и грязи на прокладку в процессе сброса избыточного давления после одной экструзии и установки прокладки на следующую экструзию.
В зависимости от точности размеров и допусков формы и расположения, прецизионные алюминиевые профили можно разделить на прецизионные алюминиевые профили и сверхвысокоточные алюминиевые профили малого размера. Как правило, их точность превышает требования национальных стандартов (таких как GB, JIS, ASTM и др.). Сверхвысокоточные профили называются прецизионными алюминиевыми профилями. Например, допуск размеров составляет более ±0,1 мм, а допуск толщины стенки на поверхности разреза – в пределах ±0,05 мм ~ ±0,03 мм для профилей и труб.
Если его точность более чем в два раза превышает национальный стандарт сверхвысокой точности, то его называют малым (миниатюрным) профилем из алюминиевого сплава сверхвысокой точности, например, допуск формы ±0,09 мм, допуск толщины стенки ±0,03 мм ~ ±0,01 мм для малого (миниатюрного) профиля или трубы.
3. Перспективы развития прецизионных прессованных материалов из алюминия и алюминиевых сплавов
В 2017 году производство и продажа материалов для обработки алюминия в мире превысили 6000 кт / год, из которых производство и продажа прессованных материалов из алюминия и алюминиевых сплавов превысили 25000 кт / год, что составляет более 40% от общего объема производства и продаж алюминия. Прессованные алюминиевые прутки среднего размера составили 90%, из которых общие профили и прутки, а также малые и средние профили гражданского строительства составили более 80% прутка, большие и средние профили и специальные специальные профили и прутки составили всего около 15%. Трубы составляют около 8% прессованного материала из алюминиевых сплавов, в то время как профильные трубы и специальные специальные трубы составляют всего около 20% труб. Из вышеизложенного видно, что крупнейшим объемом производства и продаж прессованных материалов из алюминия и алюминиевых сплавов и наиболее широко используемыми являются малые и средние профили гражданского строительства, общие профили, прутки и трубы. Специальные профили, прутки и трубы составляют лишь около 15%. Основными характеристиками таких изделий являются: особая функциональность или эксплуатационные характеристики; особая целевая направленность; большие или малые размеры; повышенные требования к точности размеров или поверхности. Поэтому ассортимент продукции шире, а партии меньше, требуется применение специальных технологических процессов или использование специального оборудования и инструментов, производство сложное, а техническая составляющая высокая, что приводит к росту себестоимости продукции и увеличению добавленной стоимости.
С развитием науки и техники, а также постоянным повышением уровня жизни людей предъявляются все более высокие требования к объему производства, качеству и ассортименту прессованной продукции из алюминия и алюминиевых сплавов, особенно в последние годы, появление персонализации продукции способствовало разработке специальных профилей и труб с индивидуальными характеристиками и конкретными сферами применения.
Сверхточные профили широко используются в электронных приборах, коммуникациях, почтовом и телекоммуникационном оборудовании, прецизионном машиностроении, прецизионных приборах, слаботочном оборудовании, аэрокосмической промышленности, атомных подводных лодках и кораблях, автомобильной промышленности и других областях, где требуются малые, тонкостенные, точные размеры сечений прецизионных деталей. Обычно требования к допускам очень строгие, например, допуск на размер контура сечения составляет менее ±0,10 мм, допуск на толщину стенки — менее ±0,05 мм. Кроме того, допуски на плоскостность, скручивание и другие допуски формы и положения прессованных изделий также очень строгие. Кроме того, в процессе прессования специальных малых сверхточных профилей из алюминиевого сплава к оборудованию, пресс-форме и процессу предъявляются очень строгие требования. В связи с быстрым развитием современной промышленности, передовых национальных оборонных и научных исследований и других начинаний, а также повышением степени персонализации, количество, разнообразие и качество малых сверхточных профилей становятся все более высокими, хотя в последние годы было разработано и произведено много высококачественных малых сверхточных профилей из алюминиевого сплава, но они все еще не могут удовлетворить потребности рынка. В частности, все еще существует большой разрыв между отечественными технологиями и оборудованием для производства малых сверхточных профилей из алюминиевого сплава и передовым международным уровнем, который не может удовлетворить спрос внутреннего и внешнего рынка и должен быть наверстан.
4. Заключение
Алюминий и алюминиевые сплавы, подвергнутые специальной прецизионной экструзии (профили и трубы), представляют собой изделия сложной формы с тонкой стенкой, с высокими требованиями к размерным допускам, точности формы и положения, высоким техническим содержанием, сложным производством высококачественных материалов, являющихся незаменимыми ключевыми материалами для национальной экономики и обороны, с очень широким спектром применения и многообещающими перспективами развития. Производство этой продукции предъявляет особые требования к заготовкам, инструментам, экструзионному оборудованию и процессу экструзии, и для получения высококачественной продукции партиями необходимо решить ряд ключевых технических проблем.
Под редакцией Мэй Цзян из MAT Aluminum
Время публикации: 07.04.2024



